如何防止铣平面打中心孔机床打孔时的偏斜
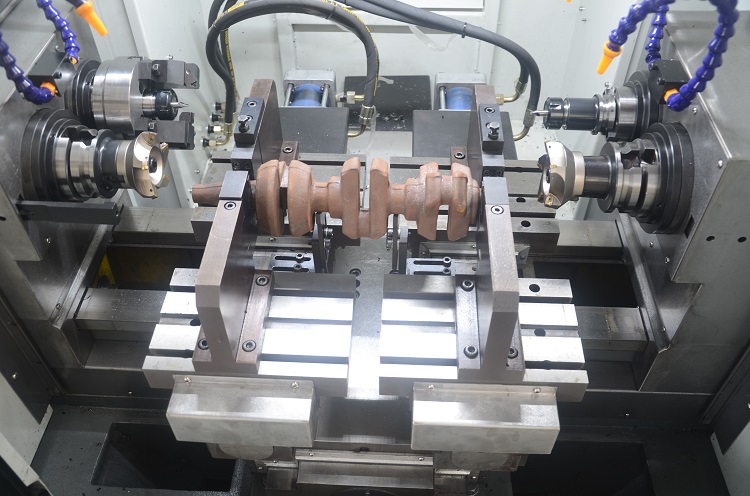
铣平面打中心孔机床具有刚性好,精度高,柔性强,工作稳定,加工效率高的优点,是汽车半轴、凸轮轴、曲轴、变速箱轴、电机轴等轴类零件加工十分理想的不可缺少的加工设备。
行家们都知道,铣平面打中心孔机床在工作中总难免会出现深孔钻机床钻孔偏斜的问题,这时该怎么办呢?下面我们来看一下防止方法:
1.首先考虑铣铣平面打中心孔机床所采取的运动形式,在深孔加工过程中,对加工工件偏斜度控制的是工件旋转,刀具作反向旋转又作进给运动的双旋转;其次是工件旋转,刀具作进给运动的单旋转:效果相对枪钻加工来说不好的是工件不动,刀具旋转又作进给运动的刀具单旋方式。
2.切削参数的选择是否合理对偏斜度也有一定程度的影响。在不影响生产进度的情况下,不宜采用大的走刀量。走刀量的加大会对孔的偏斜带来负面影响。
3.钻头的磨削角度也会对加工孔的偏斜度有影响。建议参考机床厂家要求,针对不同的被加工材料和钻削孔径考虑不同的的深孔钻头磨削角度,可以得到较好的孔的偏斜度。
4.被加工工件的材质均匀程度对偏斜度影响同样很大。加工过程中,深孔钻头会向着材质较软的方向偏移。所以,在对偏斜度要求较高的深孔加工中,材料的热处理非常关键。尽可能的使材料组织细化均匀。